How to Choose Surface Finish for LED Aluminum PCBs

On This Page
A lot of LED aluminum boards get a surface finish the same way people pick a nicer-looking option on a menu.
HASL looks basic.
OSP looks cheap.
ENIG looks safe.
That ranking is wrong for volume lighting boards.
On single-sided LED aluminum PCBs, the common finishes are still HASL / lead-free HASL, OSP, ENIG, and sometimes immersion tin.
What changes is not the name list.
What changes is which one matches your pad density, storage time before SMT, and cost target.
For many cost-sensitive lighting boards we build, LF-HASL or OSP is the first practical shortlist.
ENIG is the upgrade when pads get tighter, boards may sit longer, or the process needs more flatness margin.
Pick the finish for the assembly flow you actually run.
Not for the most expensive flat finish on the drawing.
Why Surface Finish Matters on Aluminum PCBs
Surface finish sits on the exposed copper pads after soldermask.
Its job is simple:
keep those pads solderable until your SMT line uses them.
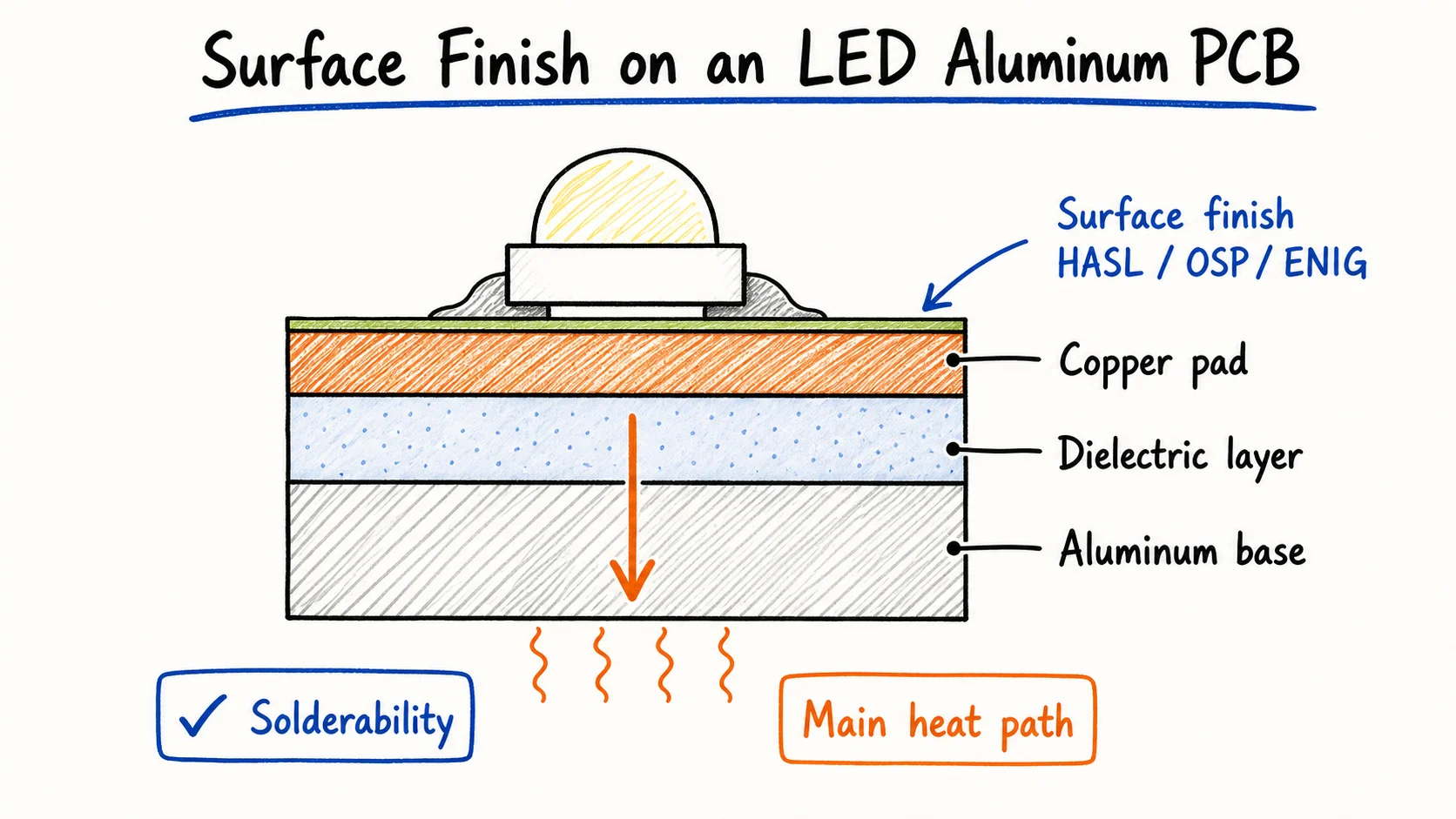 Surface finish protects the pad for soldering and storage. It is not the main LED heat path.
Surface finish protects the pad for soldering and storage. It is not the main LED heat path.
For you, that usually means three things:
- Can the pad wet consistently?
- Is the pad flat enough for the paste and the LED?
- How long can the board sit before assembly without becoming a problem?
What it does not do is replace the heat path.
Heat still goes LED → copper → dielectric → aluminum base → housing or heatsink.
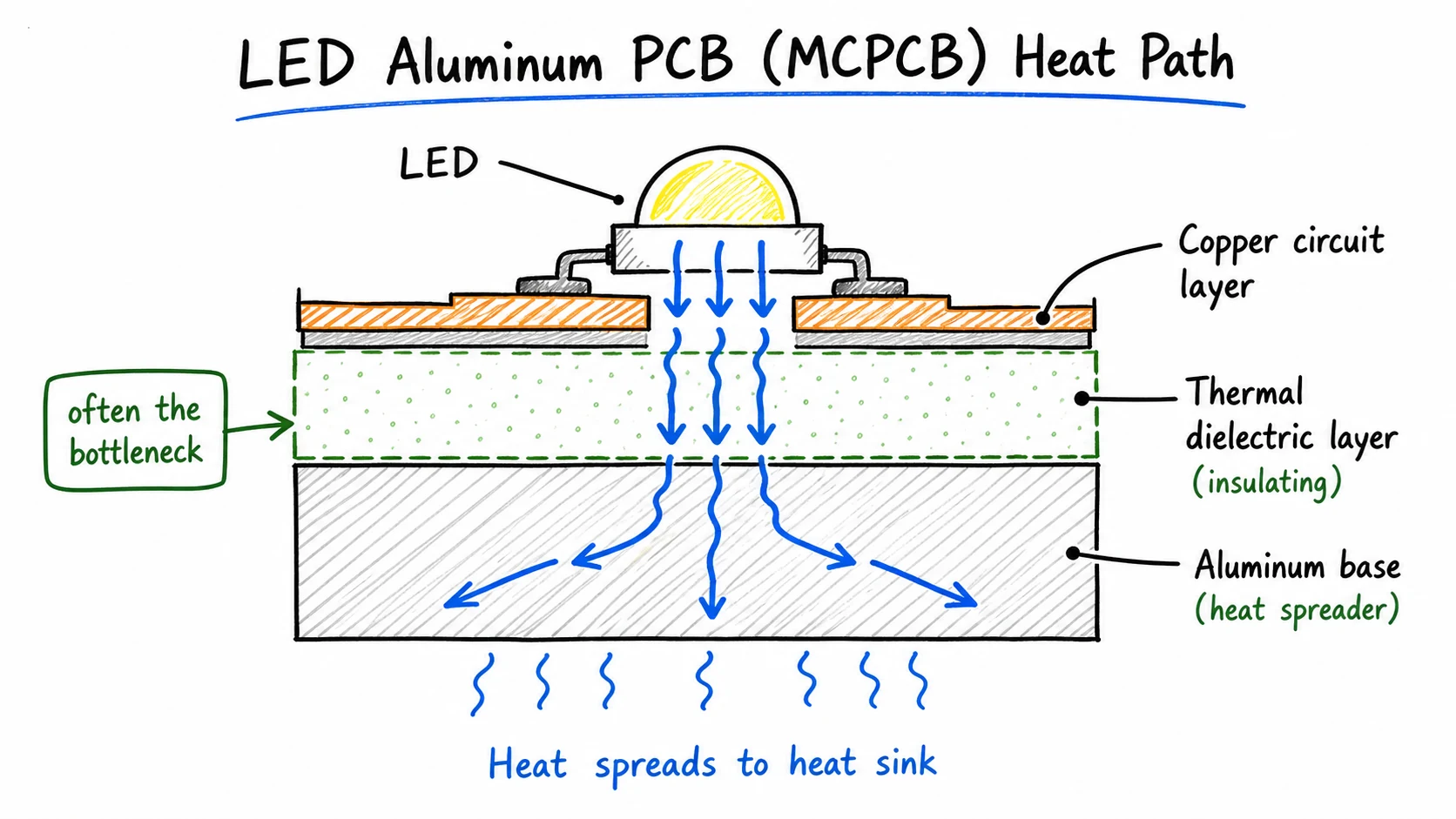 Finish choice does not replace the thermal stackup. Heat still has to cross the dielectric into the aluminum base.
Finish choice does not replace the thermal stackup. Heat still has to cross the dielectric into the aluminum base.
If the board runs hot, look at dielectric, mounting, and housing first.
Do not buy gold finish as a cooling upgrade.
Aluminum PCBs and MCPCBs still use the same finish families as other boards.
HASL, OSP, ENIG, immersion tin—the names are familiar.
What changes more is how the metal-core board behaves in reflow, and how picky your LED pads are about flatness.
From our side, finish is a process and inventory choice.
It is not a prestige upgrade.
HASL vs OSP vs ENIG vs Immersion Tin: Quick Comparison
You will see these four finishes on aluminum / MCPCB work.
They are not interchangeable.
HASL solders well and usually costs less, but it is less flat.
OSP is flat and low cost, but it hates long storage and rough handling.
ENIG is flat and storage-stable, but you pay more for that margin.
Immersion tin can be flat and lead-free, with tighter caveats around storage and reliability.
That ranking matches common fabrication guidance such as NCAB’s surface-finish overview: HASL is robust but uneven, OSP is planar and process-sensitive, and ENIG is chosen when flat pads and longer storage matter more.
| Finish | Planarity | Solderability | Shelf-life orientation* | Cost orientation | Best-fit LED use |
|---|---|---|---|---|---|
| HASL / LF-HASL | Lowest | Strong / forgiving | Longer | Lower | Cost-driven boards with relaxed pad flatness needs |
| OSP | Very good | Good if fresh and handled well | Shorter | Lower | High-volume SMT with short storage window |
| ENIG | Excellent | Excellent / stable | Longer | Higher | Fine pitch, longer inventory, tighter process margin |
| Immersion tin | Excellent | Good when fresh | Moderate / sensitive | Mid-low | Controlled lead-free builds; not the default |
*Shelf life depends on packaging, humidity, handling, and process control. Use this as orientation, not a warranty chart.
HASL / lead-free HASL
HASL leaves solder on the pads.
That is why wetting is usually strong and forgiving.
For a lot of cost-driven LED boards, that is enough.
The trade-off is topography.
The surface is less even than OSP or ENIG.
If your LED pads are small, or the stencil process is sensitive, that uneven surface can cost you yield.
If the project is RoHS, write lead-free HASL on the drawing or order notes.
Do not leave “HASL” vague and hope the factory guesses right.
OSP
OSP is a thin organic film over copper.
Pads stay very flat.
Cost usually stays low.
That is why it shows up on high-volume SMT work.
The weak point is the calendar and the handling.
If boards sit too long, packaging is weak, or the film gets damaged, solderability can drop fast.
OSP works best when boards move from fab to assembly on a short, controlled path.
If you cannot control inventory time, do not pick OSP only because the unit price looks friendly.
ENIG
ENIG is nickel with a thin gold cap.
It is very flat.
It also holds solderability better through storage than OSP.
That combination helps denser layouts and boards that may wait before SMT.
IPC-4552A is the main performance specification for ENIG on printed boards. It covers nickel/gold thickness windows, solderability, and process-control issues such as hyper-corrosion—not just the gold color on the pad.
ENIG is often the right upgrade when coplanarity and process margin matter.
It is not the automatic “quality” choice for every lighting board.
If pads are relaxed, assembly happens quickly, and cost is tight, ENIG can be over-spec.
One more honest line: ENIG still needs process control.
It is not magic because the finish name has gold in it.
Immersion tin
Immersion tin can give you a flat, lead-free surface at a cost that looks attractive.
It can work when the process already supports it.
For most LED aluminum boards we discuss, it is a secondary option—not the default path.
IPC-4554 treats immersion tin as a solderability finish on copper. Two reasons we keep it secondary:
- usable tin can drop over time as copper and tin diffuse
- tin whisker risk still needs a careful view on fine-pitch or tight-spacing designs
If your customer process already runs immersion tin and boards assemble relatively soon, fine.
If not, stay with LF-HASL, OSP, or ENIG.
For many single-sided LED lighting boards, the real shortlist is those three.
What Changes on Aluminum PCB / MCPCB Assembly?
The finish chemistry is still normal PCB finish chemistry.
The board is not.
Metal-core boards carry more thermal mass than many FR4 boards.
Pads can heat more slowly or less evenly in reflow.
So the finish and the profile both matter.
LED application notes make the same point. ams OSRAM’s PCB technologies note for LED applications says common finishes are usable for SMT, but for smaller pads finish quality matters more, and flat finishes are preferred over HASL.
In that note, Cu-OSP and NiAu/ENIG are treated as suitable and reliable in most LED cases.
IMS fabrication rules also keep the finish list familiar. Würth Elektronik’s IMS design rules list HASL, LF-HASL, OSP, ENIG, and immersion silver among supported finishes on metal-core boards.
When LED pads get smaller, flatter finishes usually give you more process margin.
HASL can still work when pads are larger and cost is the main driver.
OSP and ENIG often help when flat pads protect paste consistency and seating.
Do not confuse that with thermal performance.
The dielectric and aluminum stackup still dominate the heat path.
The thin finish film is not your cooling strategy.
| Board reality | What it means for you |
|---|---|
| Higher thermal mass | Do not copy an FR4 reflow profile blindly |
| Smaller LED pads | Flat finish preference rises |
| Cost-sensitive volume | HASL or OSP remain valid when process fits |
| Uncertain inventory time | Prefer a more storage-stable finish |
If you also need assembly support, start with SMT assembly for LED aluminum PCB.
Practical Recommendation for LED Mass Production
For many LED mass-production aluminum boards, we keep the rule simple.
Start with LF-HASL or OSP.
Move to ENIG only when flatness, storage, or fine-pitch risk is real.
That matches the LED-oriented reading of ams OSRAM’s guidance: OSP and NiAu/ENIG are already suitable in most cases, and no single finish is automatically best for every board.
Walk the decision in this order:
- How dense are the pads?
- How long will the boards sit before SMT?
- Do you need lead-free / RoHS?
- How hard is the cost target?
- Then pick the finish.
A practical ranking for lighting boards:
- LF-HASL when cost matters, pitch is moderate, and you want robust soldering
- OSP when you want flat pads and can assemble soon under controlled storage
- ENIG when pads tighten, inventory time stretches, or process risk rises
- Immersion tin only when the customer process already owns that finish
Relaxed pitch + short storage + cost priority → LF-HASL or OSP
Tighter pitch / longer storage / higher process risk → ENIG
Special customer process only → Immersion tin
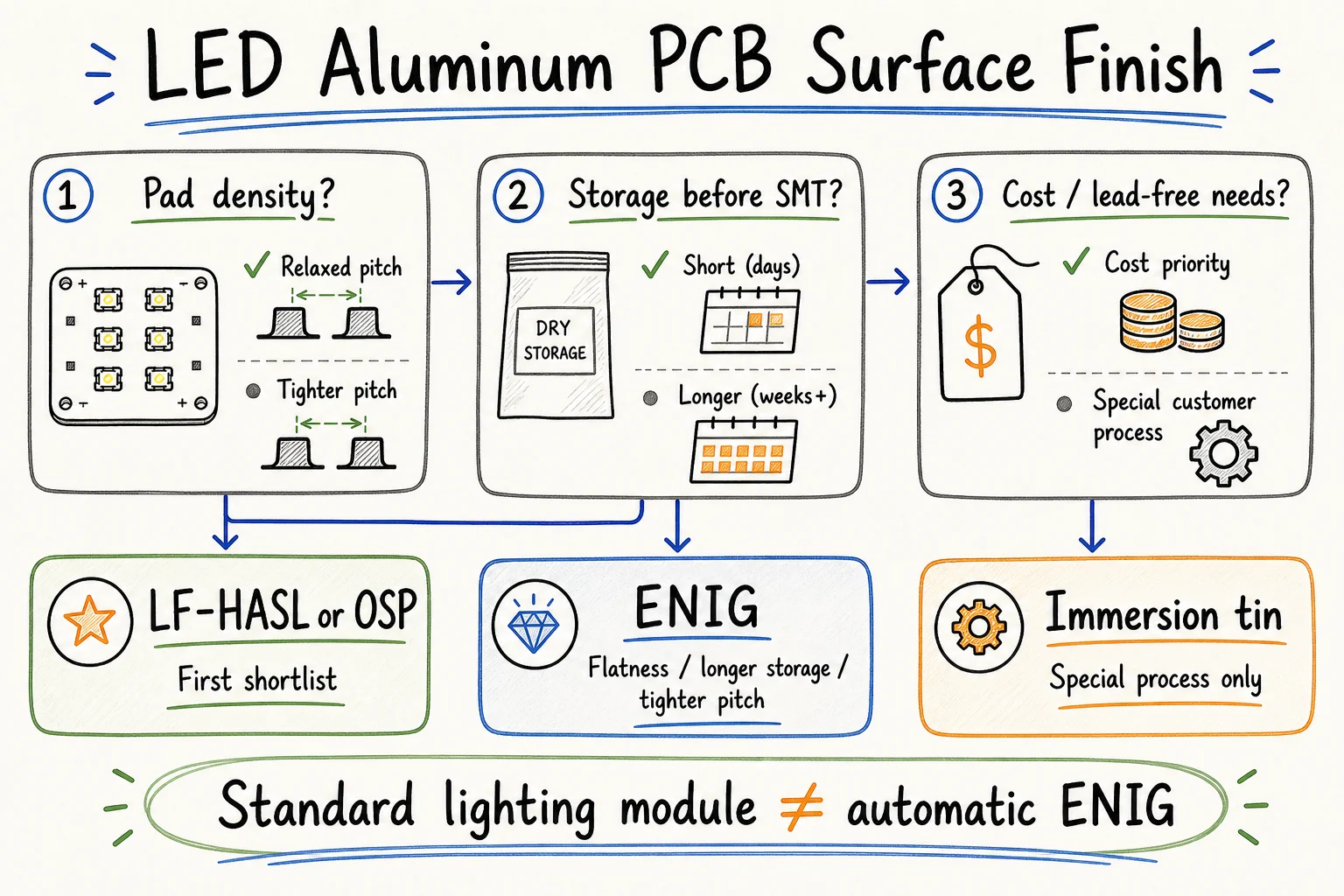 Start with LF-HASL or OSP for many volume lighting boards. Upgrade to ENIG only when flatness, storage, or fine-pitch risk is real.
Start with LF-HASL or OSP for many volume lighting boards. Upgrade to ENIG only when flatness, storage, or fine-pitch risk is real.
A standard lighting module is not an automatic ENIG job.
If you are still stuck between HASL and OSP, our older note on OSP vs HASL for aluminum PCB goes deeper on that pair.
For board fabrication scope, start from aluminum PCB fabrication for LED lighting.
When ENIG Is Worth It—and When It Is Over-Spec
ENIG is worth it when you need the flat pad and the storage margin.
It is often over-specified on simple high-volume LED modules with relaxed pitch and short fab-to-assembly cycles.
When ENIG usually pays for itself
- smaller LED pads or denser layouts
- boards may sit before SMT
- mixed SMT complexity needs better coplanarity
- the customer wants a more stable finish window
When ENIG is often just extra cost
- simple lighting panels with larger pads
- assembly happens quickly after fab
- someone picked ENIG because it “sounds better”
- the real problem is dielectric, stackup, current design, or housing contact
| Situation | ENIG usually? |
|---|---|
| Fine pitch / small pads | Yes |
| Long storage before SMT | Yes |
| Simple volume LED module, short turnaround | Often no |
| Trying to “upgrade cooling” | No |
The common mistake is paying for ENIG without using what it buys.
If you do not need the flatness or the storage window, a practical LF-HASL or OSP build is often the better volume answer.
Shelf Life, Storage, and Assembly Timing
This is where finish choice stops being theoretical.
OSP is usually the most storage-sensitive.
IPC-4555 is the performance specification for high-temperature OSP, and it puts shelf life plus storage/handling in the core conversation—not as an afterthought.
HASL and ENIG are generally more forgiving.
Immersion tin sits in a more sensitive middle zone.
| Finish | Storage sensitivity | What you should do |
|---|---|---|
| OSP | High | Short inventory plan + good packaging |
| Immersion tin | Medium-high | Controlled storage; assemble relatively soon |
| HASL / LF-HASL | Lower | More room if boards wait longer |
| ENIG | Lower | Better when inventory time is uncertain |
For OSP, packaging and handling matter as much as the date on the box.
Keep boards dry and protected.
Limit open-air time.
Assemble sooner when you can.
Do not casually bake OSP boards unless your process specifically allows it.
If boards will wait months, say that up front.
Finish choice and storage discipline both matter then.
If your team cannot control inventory time, do not force OSP only to win the lowest line-item price.
For the deeper storage checklist, read OSP PCB shelf life for LED boards.
What to Confirm Before Production
“Aluminum PCB” alone is not enough.
If finish is wrong, the board can still look fine in the box and fail you on the line.
Before production starts, confirm:
- surface finish type
- lead-free / RoHS if the finish is HASL
- SMT only or mixed assembly
- fine pitch / special pad needs (yes/no)
- expected storage time before assembly
- quantity (sample vs mass production)
- LED lighting application notes
- drawing or sample
If you are unsure between OSP and ENIG, do not leave it blank.
Share the assembly timing and pad-density notes with the drawing.
That is usually enough for a practical recommendation.
A finish is much easier to choose when we know how the board will be stored and assembled—not only what the Gerber looks like.
Conclusion
For LED aluminum PCBs, surface finish is a practical assembly and storage decision.
HASL / LF-HASL, OSP, ENIG, and immersion tin all have a place.
Most cost-sensitive lighting boards should start with LF-HASL or OSP.
Use ENIG when flatness, inventory time, or fine-pitch risk is real.
Do not default to the most expensive flat finish.
And do not use finish choice as a substitute for dielectric and aluminum thermal design.
If you are still deciding, send us your drawing, target quantity, assembly method, pad-density notes, and expected storage time before SMT.
We can help pick a practical surface finish for your LED aluminum board—for sample or mass production—without unnecessary over-spec.
Join Our Industrial Community
Get exclusive technical whitepapers and industry news delivered to your inbox every month. No spam, only professional insights.